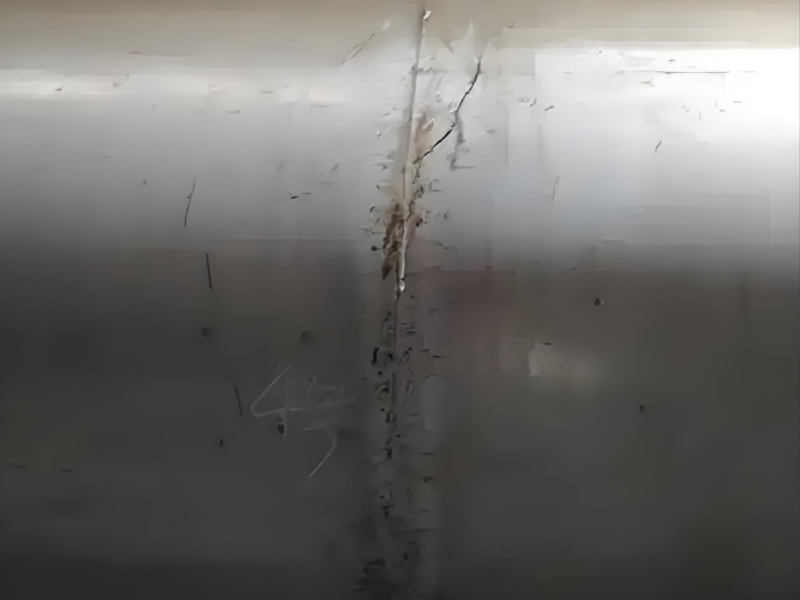
Hot cracking is one of the most common defects in aluminum alloy welding. Its formation mechanism and influencing factors have clear regularity, and targeted preventive measures can significantly reduce the risk of cracking. The following details three aspects: the formation conditions, influencing factors and prevention measures of hot cracking:
")
I. Formation Conditions of Hot Cracks
The generation of hot cracks requires two core conditions to be met simultaneously:
1. Presence of low-melting eutectic films: Before the end of solidification of the weld metal, low-melting point components (such as Al-Si, Al-Mg eutectics) are enriched at the boundaries of columnar crystals due to segregation, forming continuous or discontinuous low-melting eutectic liquid films, which weaken the intergranular bonding force.
2. Presence of tensile stress: Tensile stress generated during welding due to temperature changes (cooling shrinkage) or restraint conditions will cause the low-melting eutectic liquid films between grains to be torn, eventually forming hot cracks.
II. Influencing Factors of Hot Cracks
All factors that affect the "formation of low-melting eutectic films" or "generation of tensile stress" will aggravate the tendency of hot cracking, which can be specifically divided into three categories:
(I) Mechanical factors: Influence of restraint degree
Restraint degree is a necessary condition for crack generation. During welding, the rigid fixation of the workpiece (such as fixture constraints, structural rigidity) will restrict the free contraction of the joint, leading to the generation of tensile stress in the welding area. The greater the restraint degree, the higher the tensile stress, which is more likely to tear the low-melting eutectic liquid films between grains, increasing the risk of hot cracking.
(II) Crystallization characteristics of weld metal
Crystallization temperature range: The wider the interval between the liquidus and solidus of the weld metal, the longer the "liquid-solid coexistence" time during solidification, and the more easily the low-melting eutectic liquid films are retained between columnar crystals, resulting in a greater tendency to cracking.
Segregation: After the molten base metal is mixed with the welding wire, if alloying elements (such as Mg, Si, Cu, etc.) are unevenly distributed, low-melting point components will be enriched at the boundaries of columnar crystals (such as Mg segregation in Al-Mg alloys, Cu segregation in Al-Cu alloys), which become the main source of low-melting eutectic liquid films.
(III) Material properties of aluminum alloys themselves
The inherent characteristics of aluminum alloys further amplify the risk of hot cracking:
Crystallization characteristics of eutectic alloys: Most aluminum alloys are eutectic or near-eutectic alloys. If there are impurities (such as Fe, Zn) or added elements, ternary eutectics (such as Al-Mg-Fe in Al-Mg alloys) may form, which have a lower melting point than binary eutectics and a wider crystallization temperature range, significantly increasing the tendency to hot cracking.
Large linear expansion coefficient: The linear expansion coefficient of aluminum is about twice that of steel. During welding, the heating and cooling processes cause greater shrinkage, which easily generates high welding stress under restraint conditions, accelerating crack formation.
No solid-state phase transformation: During aluminum alloy welding, there is no phase transformation after the molten pool solidifies (unlike the austenite-ferrite transformation in steel). The solidified grains will continue to grow, forming coarse columnar crystals. The grain boundaries of coarse columnar crystals are more likely to enrich low-melting eutectics, and the intergranular plasticity is poor, further increasing the hot cracking sensitivity.
III. Prevention Measures for Hot Cracks
According to the formation mechanism of hot cracks, the crack resistance can be improved by controlling low-melting eutectic films, reducing stress, and refining grains. The specific measures are as follows:
(I) Selecting appropriate welding wires: Optimizing the weld alloy system
By controlling the alloy composition of the weld, the crystallization temperature range can be narrowed, the harmful effects of low-melting eutectics can be reduced, and even the "healing effect" of alloying elements can be used to inhibit cracks. For example:
When welding Al-Mg alloys, use welding wires with a Mg content of 3.5%-5% (mass fraction) to balance the content of low-melting eutectics and crack resistance;
When welding 3A21 (Al-Mn alloy), use welding wires with a Mg content exceeding 8% to utilize the healing effect of Mg elements;
For hard aluminum alloys with high hot cracking tendency (such as Al-Cu alloys), use Al-Si welding wires containing 5% Si to narrow the crystallization temperature range with Si.
(II) Using welding wires containing microalloying elements
For aluminum alloys with extremely high hot cracking sensitivity, welding wires containing microalloying elements such as Ti, Zr, V, and B can be used. These elements will form fine refractory particles (such as TiAl₃, ZrAl₃) during welding, which act as "heterogeneous nucleation cores" during molten pool solidification, significantly refining the grains:
Refined grains can shorten the grain boundary distance and reduce the enrichment of low-melting eutectics;
After grain refinement, the intergranular plasticity is improved, making it more resistant to tensile stress, thereby improving crack resistance.
(III) Optimizing welding specifications
By controlling the heat input and cooling rate during the welding process, the formation of coarse columnar crystals can be reduced, and stress can be lowered:
Using welding methods with concentrated heat energy (such as laser welding, argon arc welding): Fast welding can shorten the high-temperature residence time of the molten pool, avoid the directional growth of columnar crystals, and reduce segregation;
Controlling welding parameters: Using small current for welding to reduce molten pool overheating (avoiding coarse grains); avoiding excessively high welding speed (excessively fast welding speed will increase the strain rate of the joint, increasing the hot cracking tendency).
Final Summary
The core of hot cracking in aluminum alloy welding is the combined effect of "low-melting eutectic films" and "tensile stress". By optimizing the welding wire composition (controlling the alloy system, adding microalloying elements), refining grains, and adjusting welding specifications, the harmful effects of low-melting eutectics can be effectively reduced, stress can be lowered, and thus the crack resistance of the weld can be significantly improved.
")
MeiHan MWF series closed pipe-to-pipe welding equipment can well solve the formation of hot cracks during the welding process. As a professional thin-walled stainless steel welding machine, MeiHan MWF series automatic TIG pipe-to-pipe welding machine, with its compact size and perfect single-side welding with double-side forming technology, is widely used in food and pharmaceutical, biological fermentation, water treatment, air conditioning and refrigeration, instrumentation, pressure vessels, aerospace pipeline equipment installation and other fields.
")
The product adopts German imported core components and materials, with a lightweight structure, safety, precision, durability, and reliability. It features full-body water cooling and 4-way gas protection for the torch body, with high duty cycle and high stability. It is suitable for automatic welding of stainless steel, carbon steel, and titanium alloy pipes with a thickness of 2.5 mm and below, and a diameter of 2-168 mm. It is an excellent and easy-to-use sanitary-grade stainless steel clean pipe automatic welding machine.
It effectively solves the problems of unstable processes, low efficiency, and high welding rework rate in traditional manual pipe-to-pipe welding procedures, greatly improving welding efficiency and welding technology, saving at least 30% of labor costs. It is a good helper for precision welding, which has been long-term tested in the market and won consistent praise from customers!